植筋施工流程
操作方法
- 01
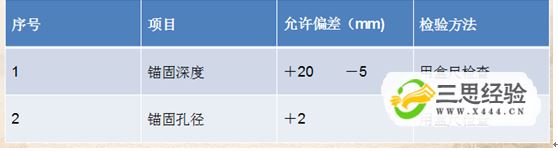
一、工艺流程障碍物清理→定位→基层表面处理→钻孔 →清孔→钢筋除锈→配制植筋胶→植筋→固化、检验→报验二、施工流程1、障碍物清理1.1、根据现场实际情况予以清理,总的原则是方便施工为宜。1.2、现场质检员核查清理状态,合格后进行下一步工序。2、定位2.1、按设计要求标示钻孔位置、大小、深浅.2.2、若孔位碰到基材上已有钢筋,钻孔位置可适当调整。但均应植在箍筋内侧(梁、柱)或分布筋内侧(板、剪力墙),且钻孔可尽量靠近欲接长的已有钢筋。3、基层表面处理3.1、用角磨机打磨混凝土表面。3.2、用吹风机将混凝土表面浮尘吹掉。3.3、请甲方、监理、总包负责人,对打磨后的混凝土表面进行验收。4、钻孔4.1、使用电锤进行钻孔,如遇钢筋宜调整孔位避开。4.2、钻孔孔径4∽8mm(小直径钢筋取低值,大直径钢筋取高值)。4.3、若混凝土强度等级不低于C20,Ⅱ级(Ⅲ级)级螺纹钢筋,Q235、Q345级螺栓和5.6级螺杆,钻孔孔深15d,单根拉拔试验锚固力一般即大于钢材屈服力值。圆钢或螺杆,钻孔深度宜再增加5d以上。(经过系统试验表明:小直径圆钢植筋,端头宜采用弯钩样式,锚固综合性能最好),此时钻孔孔径宜比端头尺寸大1--2mm。4.4、若混凝土强度等级低于C20,或在素混凝土(或岩石)上植筋,应增加锚固深度。4.5、当实际所需锚固力较小时(如用螺栓固定器具、管线、支架等),可按螺栓长度确定钻孔深度,但深度不应小于5d。4.6、钻孔有效深度自构件表面坚实的混凝土算起。4.7、钻孔不应设置于构件的保护层或装饰层内。5、清孔5.1、用空压机或其它设备吹出植筋孔内灰尘5.2、用毛刷或棉丝蘸丙酮将植筋孔擦拭干净5.3、用棉丝封堵植筋孔口待用5.4、请甲方、监理、总包负责人,对成孔进行验收6、钢筋除锈6.1、钢材锚固长度范围的铁锈、油污应清除干净(新钢筋、螺栓的青色氧化外皮也应除去),并打磨出金属光泽,采用角磨机和钢丝轮片速度较快7、配制植筋胶7.1、植筋胶为A、B两组份,配胶宜采用机械搅拌,搅拌器可由电锤和搅拌齿组成,搅拌齿可采用电锤钻头端部焊接十字形Φ14钢筋制成。少量(指0.5公斤以内)也可用Φ6、Φ8细钢筋棍人工搅拌(注意:仅用腻刀拌和,不能保证搅拌均匀)。7.2、取洁净容器不得有油污、水、杂质)和称重衡器按配合比混合,并用搅拌器搅拌10分钟左右至A、B组份混合均匀为止。搅拌时最好沿同一方向搅拌,尽量避免混入空气形成气泡。8、植筋8.1、垂直孔植筋将胶直接流、捣进孔中即可8.2、水平孔植筋可用Φ6细钢筋配合托胶板(干净木板)往孔内捣胶,也可让施工人员戴好皮手套,将配好的胶成团塞、捣进孔内。8.3、钢筋、螺栓可采用旋转或手锤击打方式入孔,手锤击打时,一手应扶住钢筋或螺栓,以保证对中并避免回弹。8.4、锚固胶填充量应保证插入钢筋后周边有少许胶料溢出。9、固化、检验9.1、植筋胶有一个固化过程,平均气温25℃以上12小时内不得扰动钢筋,日平均气温25℃以下24小时内不得扰动钢筋9.2、植筋胶在常温、低温下均可良好固化,若固化温度25℃左右,2天即可承受设计荷载;若固化温度5℃左右,4天即可承受荷载,且锚固力随时间延长继续增长。9.3、植筋后3∽4天可随机抽检,检验可用千斤顶、锚具、反力架组成的系统作拉拔试验。10、报验10.1、全部完成后,报请监理或总包验收。然后填写隐检资料,分项/分部工程质量报验认可单,请总包负责人、监理签字。10.2、整理所有工程必须的资料移交给总包单位,以便整个工程资料的完整性三、质量标准1、保证项目:1.1、植筋必须符合设计要求及加固行业施工规范。2、允许偏差项目,见表四、注意事项成品保护1、清完孔后,将成孔用棉丝封堵,避免灰尘落入。2、锚固完成后,应做好临时固定,固化期内不得人为扰动,必要时派专人看护。注意事项1、锚固构造措施尚宜满足《混凝土结构加固设计规范GB50367-2006》的有关规定。2、孔内尘屑是否清净、钢筋、螺栓是否除锈、胶配比是否准确、是否搅拌均匀、孔内胶是否密实决定了锚固效果的好坏。3、冬季气温低时,A组分偶有结晶现象,只需对A胶水浴加热至50℃左右,待结晶消除搅匀即可,对胶性能无影响。4、包装桶内一次用不完的胶注意重新盖严密封贮存。5、施工场所平均温度低于0℃,可采用碘钨灯、电炉或水浴等方式对胶使用前预热至30--50℃左右使用,应注意不得让水混入桶内。6、结构胶完全固化后为无毒级材料,但未固化前个别组分对皮肤、眼睛有刺激性,而且胶固化后也不易清除,所以施工人员应注意适当的劳动保护。人体直接接触后应用清水冲洗干净。7、周围环境温度越高,每次配胶量越大,可操作时间越短。预估适用期内的每次配胶量,以避免不必要的浪费。